服务热线
139 3711 0571

 139 3711 0571
139 3711 0571轮毂双工位高频淬火机成套设备主要包括高频淬火机+轮毂双工位高频淬火机床+冷却系统+感应器等组成,高频淬火机采用基于DSP+CPLD全数字控制主板,所有的控制都由程序实现。全数字智能控制方案中的控制信号传输全部采用光纤技术,这大大降低了信号之间的相互干扰,使设备可以长期稳定可靠的运行。独有的专家算法使DSP+CPLD硬件架构拥有超强的计算和控制能力,让电源具备“智能”运行的大脑。根据负载的不同,自动识别并自动跟踪负载变化,电源可以自动判断负载的匹配状态,同时在人机界面上作出相应的提示,以减少对现场操作人员的技术依赖。因而确保了轮毂高频淬火的稳定、可靠、淬火均匀一致。
为了保证淬火加热温度及深度的一致性,河南德胜推荐使用200KW全数字式IGBT感应加热电源,配置两台逆变负载,通过负载切换器实现两个淬火工位交替高效稳定淬火。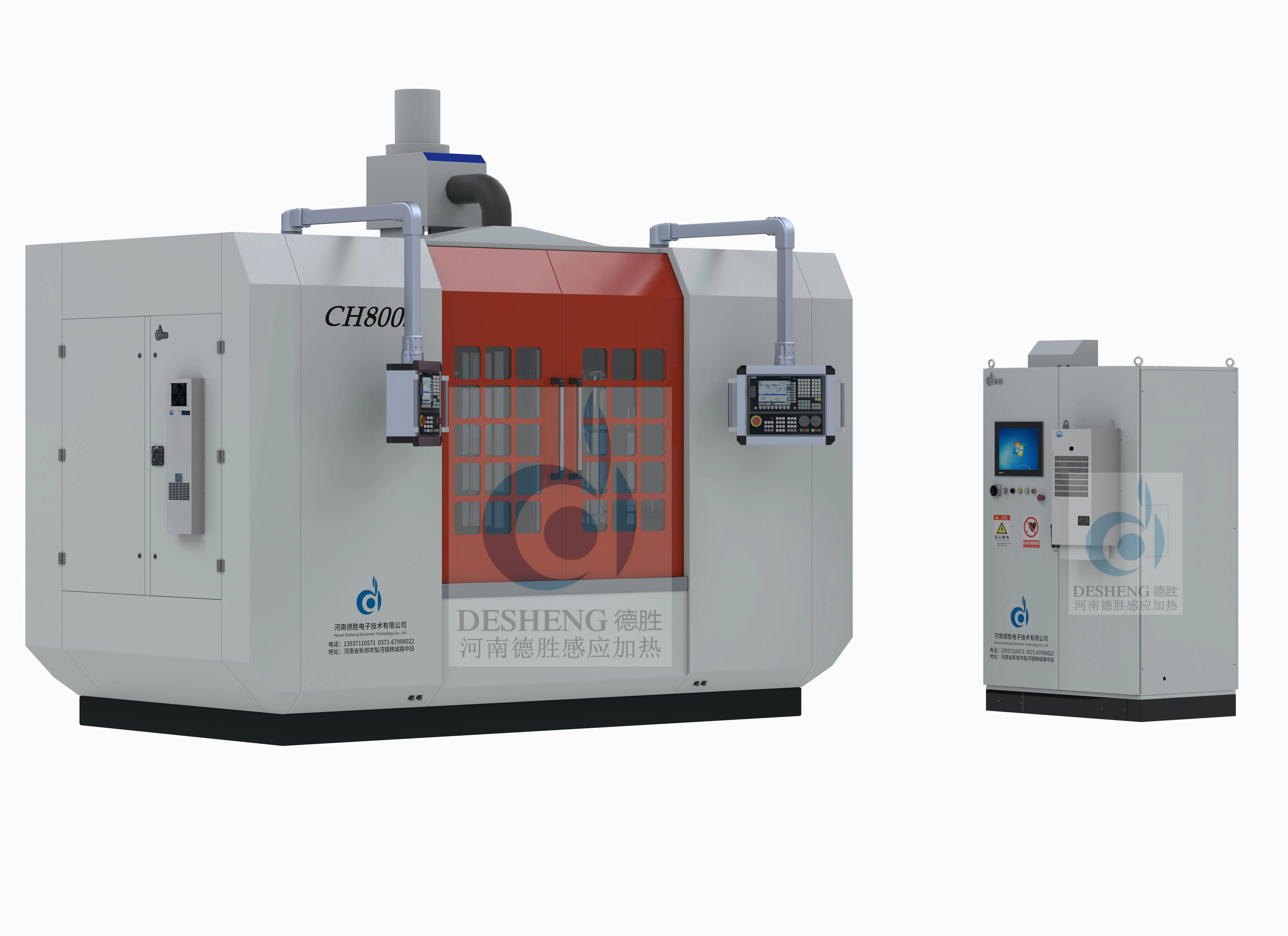
1、轮毂双工位高频淬火机机床概述
轮毂双工位高频淬火机之数控淬火机床是全自动立式双工位数控淬火机床,它适用于小型轴类零件的表面感应加热淬火。能够完成连续扫描淬火、分段扫描淬火和定时淬火。工件转速无极调速,工件进给速度数控系统控制无极调速,并能够非常方便的实现工件的快速进给和退回。被加热的工件在数控系统的控制下,边加热边旋转给进,从而实现工件的淬火硬度质量的稳定性。机床淬火变压器配备电机前后左右电动调节功能。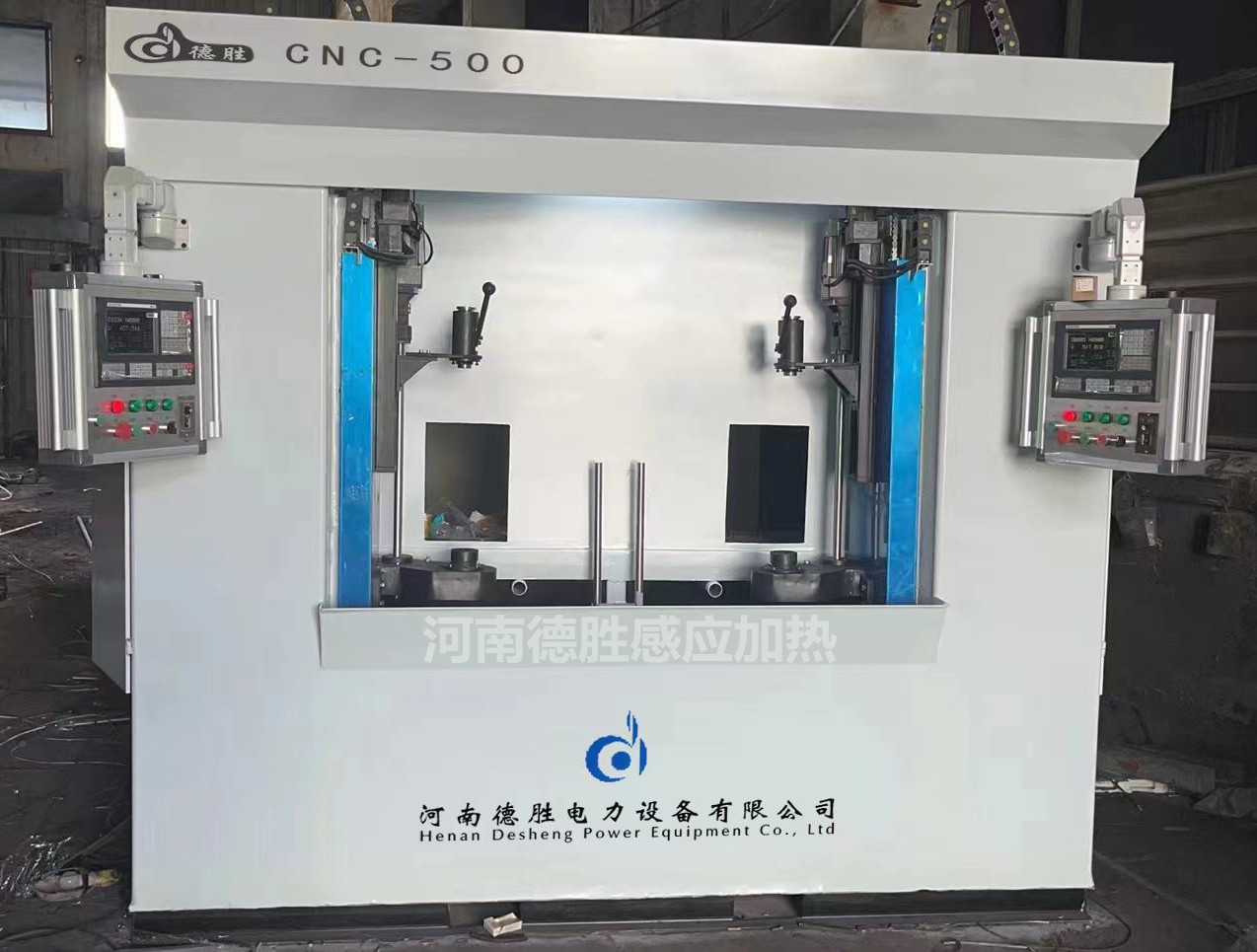
1.1、机床数控系统采用国产名牌数控系统,质量稳定,功能全面,使用可靠,故障率低;
1.2、淬火机床机械机构设计合理,主副导轨均选用直线轴承,精度高,摩擦小,寿命长,表面镀铬,耐腐蚀。传动部件并选用数控切削机床用的滚珠丝杠,转速高,耐磨损,质量可靠;
1.3、机床采用不锈钢密封水槽结构,接上水管即可使用;
1.4、机床安装配重平衡机构,链条链轮平衡重量,配重为秤砣。滚珠丝杠受力均匀,提高运行速度,延长使用寿命;
1.5、旋转驱动采用变频器调速,主轴旋转无级调速;
1.6、工件进给的速度通过数控系统的指令任意指定;
1.7、下顶尖采用标准钨合金焊接尖头,3号莫氏锥度;
2、轮毂双工位高频淬火机之淬火机床主要功能
2.1工位数:双工位
2.2工件运动方式:工件移动及工件旋转
2.3旋转驱动:变频交流减速电机驱动,同步带轮传动,速度无级可调(变频器)。
2.4升降驱动:(数控系统+伺服电机控制)
2.5操作方式:自动或手动
2.6淬火速度调节:无级可调
2.7淬火方式:连续扫描淬火;定时淬火;分段扫描淬火;
2.8冷却方式:喷淋
电话:139 3711 0571(微信同号) 关经理
邮箱:guanzhen81@126.com
地址:河南省新郑市梨河工业区韩城路中段。

Copyright © 2002-2025 河南德胜电子技术有限公司 版权所有
高频淬火机,高频炉,高频淬火设备,中频淬火设备,中频感应加热设备,牙条调质生产线设备,高频淬火机床生产厂家 备案号:豫ICP备11005748号-9